What is EDM Machining?
 Electrical Discharge Machining (EDM) is an advanced technique that uses electrical discharges to machine precise detailed cuts. With the ability to consistently replicate customized machining, EDM manufacturing is the ideal solution for parts with precise tolerances, unique features, or challenging materials.
Electrical Discharge Machining (EDM) is an advanced technique that uses electrical discharges to machine precise detailed cuts. With the ability to consistently replicate customized machining, EDM manufacturing is the ideal solution for parts with precise tolerances, unique features, or challenging materials.
Header houses three types of EDM manufacturing technologies — WIRE EDM, CONVENTIONAL/SINKER EDM, and small hole drilling EDM — to offer customers the most ideal machining needs for specific applications.
What are the Benefits of Wire EDM?
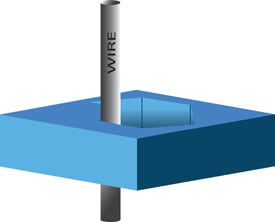 Wire EDM offers several benefits and advantages compared with other methods of machining, and, more specifically, the other methods of EDM manufacturing. Generally speaking, wire EDM adds value to the machining process by eliminating the need for tooling and producing accurate part prototype runs with shorter lead times. In addition, wire EDM allows for the accurate replication of intricate parts with no deflection.
Wire EDM offers several benefits and advantages compared with other methods of machining, and, more specifically, the other methods of EDM manufacturing. Generally speaking, wire EDM adds value to the machining process by eliminating the need for tooling and producing accurate part prototype runs with shorter lead times. In addition, wire EDM allows for the accurate replication of intricate parts with no deflection.
Other wire EDM benefits include:
- Precise, burr-free cuts within +/- .0003”
- Internal corner cuts with nearly square edges
- Capability to cut long tapers
- Machining of pieces up to 12″
- Machining after heat treatment to ensure dimensional accuracy is not affected by heat distortion
What is Conventional / Sinker EDM?
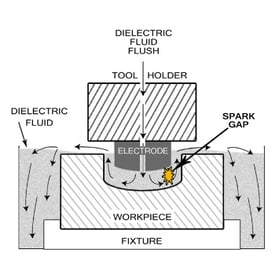 Conventional/Sinker EDM – also known as die-sinking EDM – utilizes an electrode that is machined to the shape or form that is specified in the finish part. These electrodes are machined from either graphite or copper.
Conventional/Sinker EDM – also known as die-sinking EDM – utilizes an electrode that is machined to the shape or form that is specified in the finish part. These electrodes are machined from either graphite or copper.
What are the Benefits of Conventional / Sinker EDM?
 Conventional/Sinker EDM provides a number of benefits and advantages compared to more traditional machining methods. While enhanced levels of precision lead the way in terms of advantages, Conventinal/Sinker EDM also offers increased consistency, repeatability, and efficiency in machining materials to very close tolerances. In addition, it allows for fine finishing control without compromising structural integrity.
Conventional/Sinker EDM provides a number of benefits and advantages compared to more traditional machining methods. While enhanced levels of precision lead the way in terms of advantages, Conventinal/Sinker EDM also offers increased consistency, repeatability, and efficiency in machining materials to very close tolerances. In addition, it allows for fine finishing control without compromising structural integrity.
Other important benefits Conventional/Sinker EDM provides include:
- A wide range of shapes and sizes inside blind cavities
- Rapid set-up time
- Internal splines, blind keyways, and molds
- Capacity for complex shapes compared with conventional cutting tools
- Machining of delicate sections or weak materials due to no contact between tool and workpiece